
HaebPLANE
Werkstückausrichtung mittels Messpunkt
Mit HaebPLANE kann mit dem Messtaster durch das Aufnehmen von drei Messpunkten in der Z-Achse die Werkstückoberfläche mit dem DTT Rundtisch ausgerichtet werden.
HaebPLANEkennenlernen
Voraussetzungen an der Maschine
- Rundachse mit BC Kinematik
- B schwenkt nach minus
- B schwenkt um die Y-Achse
- C dreht im Uhrzeigersinn nach plus
- C dreht um die Z-Achse
- Schwenkachse (B) = 5.Achse
Rundachse (C) = 4. Achse - Messzyklen Renishaw Inspection Plus
- Nullpunkte G54.1 P13 bis P15 sind frei
Zyklus ausführen
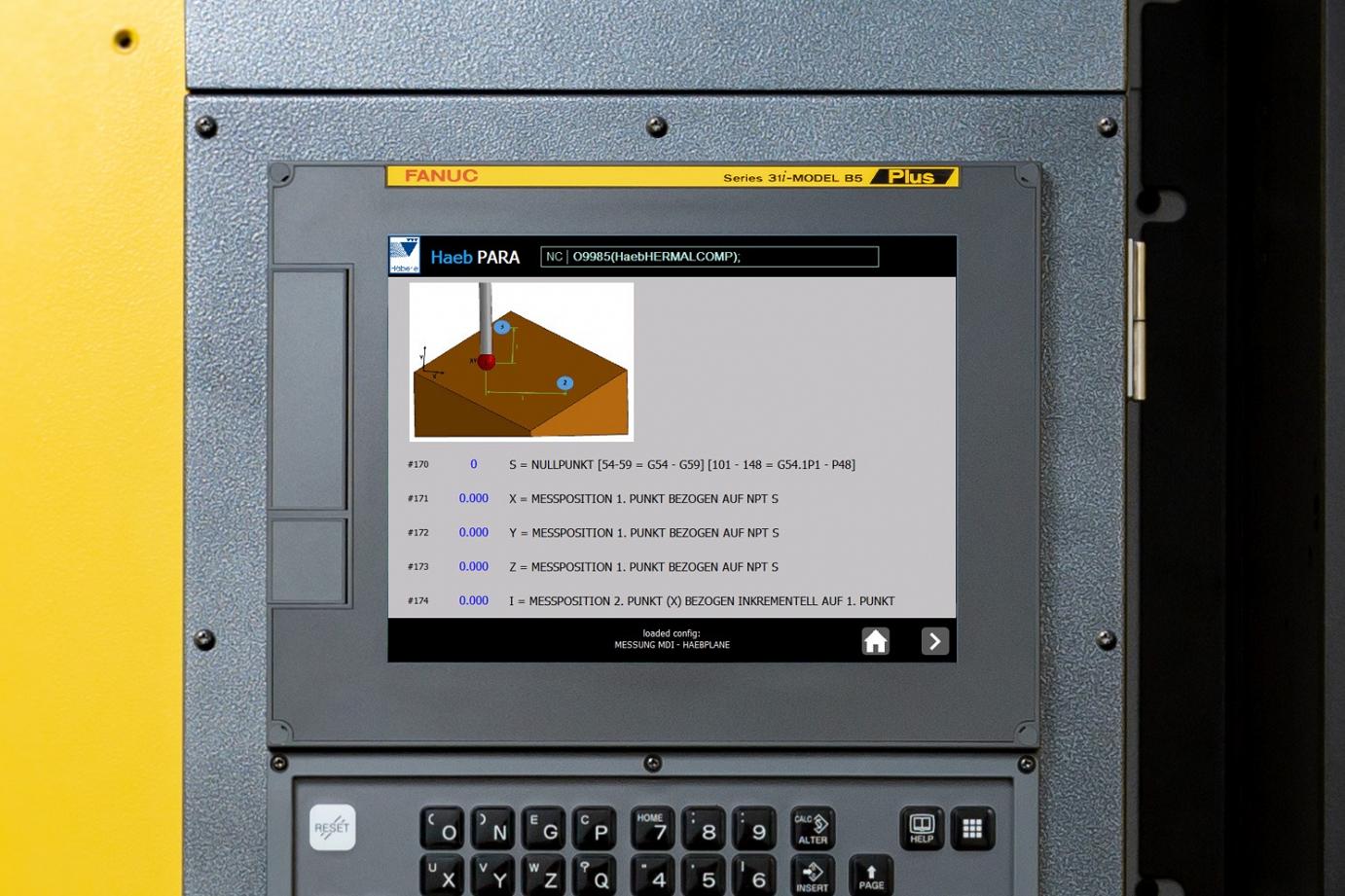
G65 P9995 S58 X0 Y0 Z5 I10 J15 T0.15 M0 K0 |
|
| S = 58 | Werkstück Nullpunkt |
| X = 0 | Messposition X-Achse des 1. Messpunkt bezogen auf den Nullpunkt S |
| Y = 0 | Messposition Y-Achse des 2. Messpunkt bezogen auf den Nullpunkt S |
| Z = 0 | Messposition Z-Achse des 3. Messpunkt bezogen auf den Nullpunkt S |
| I = 10 | Messposition X-Achse des 2. Messpunkt Inkrementell zum 1. Messpunkt |
| J = 10 | Messposition Y-Achse des 3. Messpunkt Inkrementell zum 1. Messpunkt |
Optionale Eingabeparamter:
| T = | Toleranz bei der keine Ausrichtung der Fläche erfolgen soll. Die Toleranz bezieht sich auf den errechneten Wert für die Schwenkachse (B). |
| M = | Nachprüfung der ausgerichteten Fläche. 1 = Nachprüfen 0 = Nicht nachprüfen Keine Eingabe = Nicht nachprüfen |
| K = | Toleranz der ausgerichteten Fläche. Wird diese Toleranz überschritten wird Alarm 3201, 3203 oder 3204 „AUSRICHTUNG AUSSER TOLERANZ“ ausgegeben. Verglichen wird der K-Wert als maximale Abweichung zu den drei Messpunkten in der Z-Achse. |
Die Option nachprüfen der Ausrichtung (M=1) tastet die gleichen Punkte in der neu ausgerichteten Fläche an. (Die Punkte werden anhand der Schwenk- und Drehachse berechnet)