

Häberle
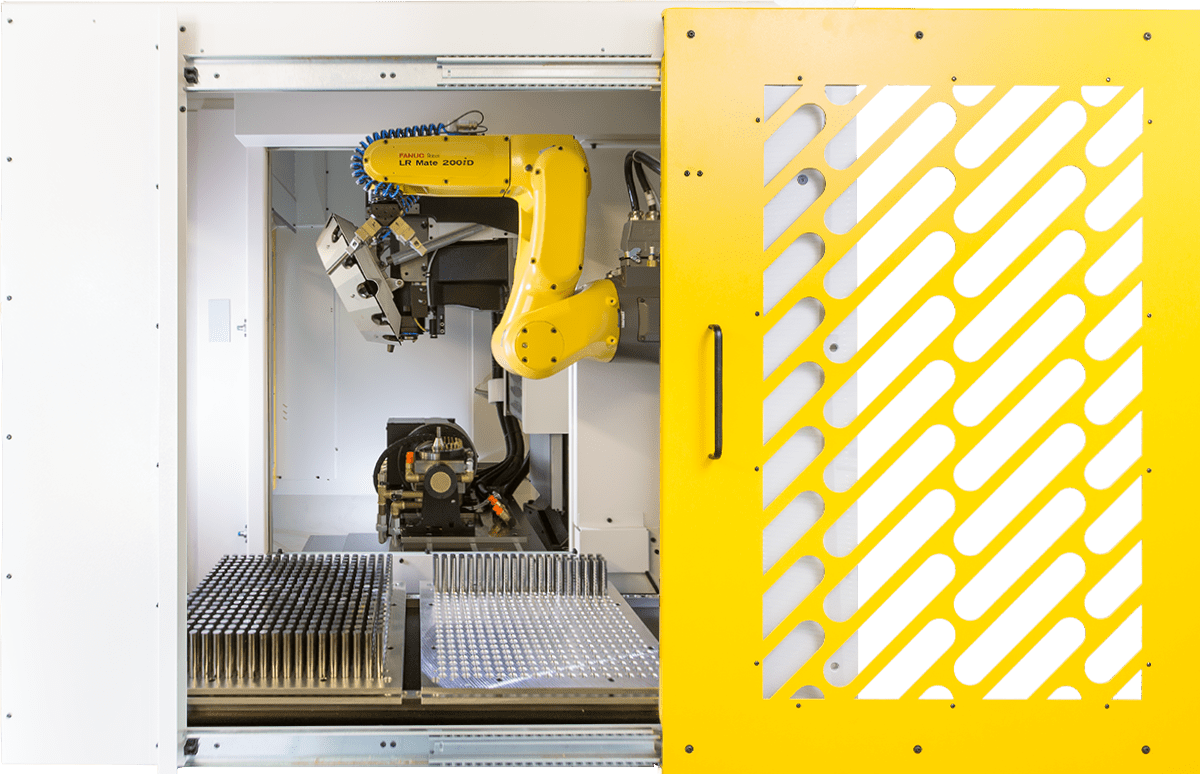
RobodrillPlus-M
Automatisiertes Teilehandling und
einfache Bedienung vereint!
Sowohl als alleinstehende, automatisierte Fertigungszelle als auch integriert an einem Fließband, die RobodrillPlus-M wird jeder Anforderung gerecht. Dabei bleiben Lieferzeiten und Kosten im überschaubaren Rahmen, da wir auch mit der kleineren Variante unserer RobodrillPlus wieder ein flexibles und trotzdem standardisiertes Produkt entwickelt haben, mit dem Werkstücke bis 5 kg und Chargen ab 50 Stück effizient mannlos abgearbeitet werden können. Egal wie Ihre Anforderung aussieht, die Anbindung erfolgt schnell und unkompliziert. Diese Philosophie ist auch während des Arbeitsalltags deutlich erkennbar und spiegelt sich in kurzen und einfachen Rüstprozessen wieder.
Weitere Informationen und Highlights
- Vielfältige Anbindungsmöglichkeiten
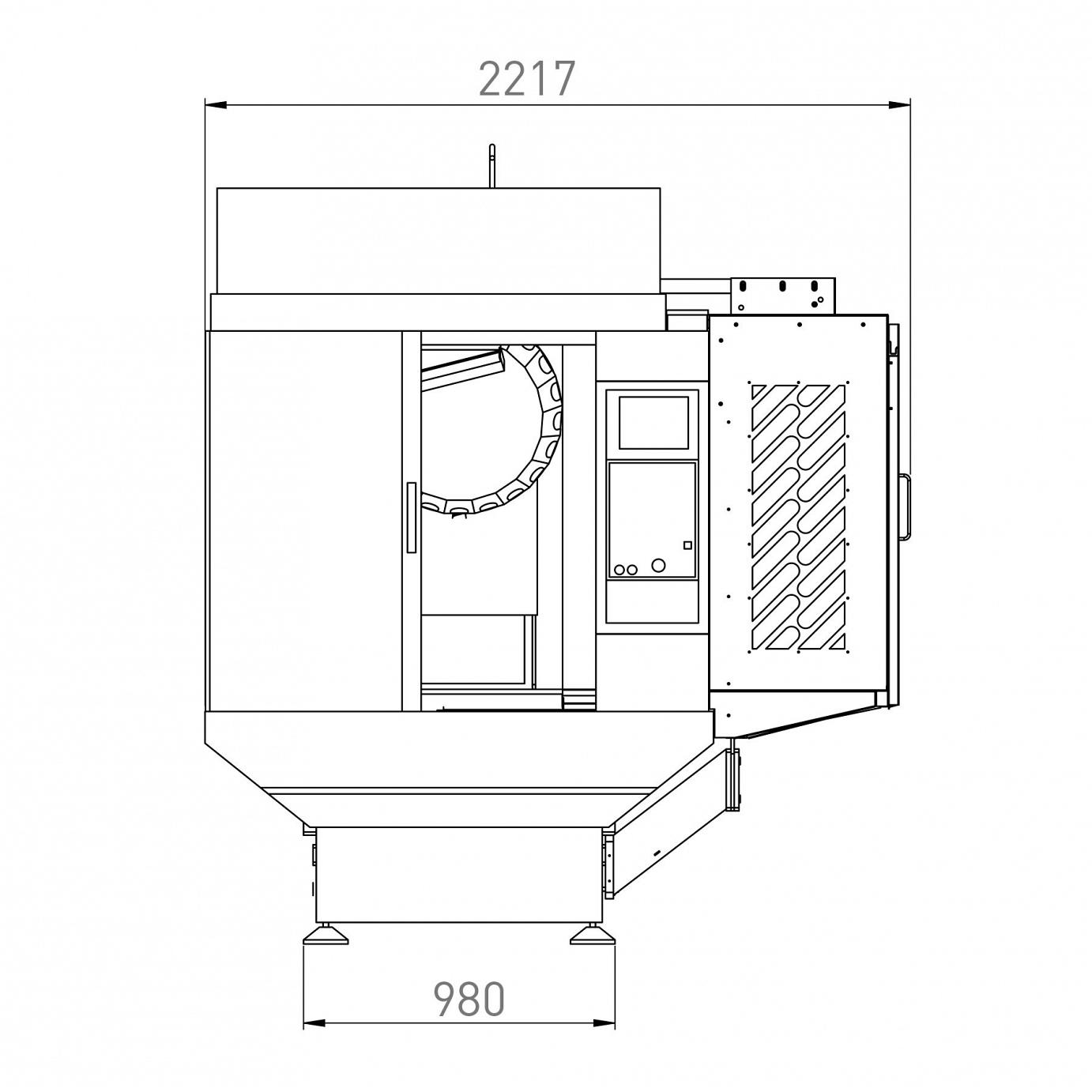
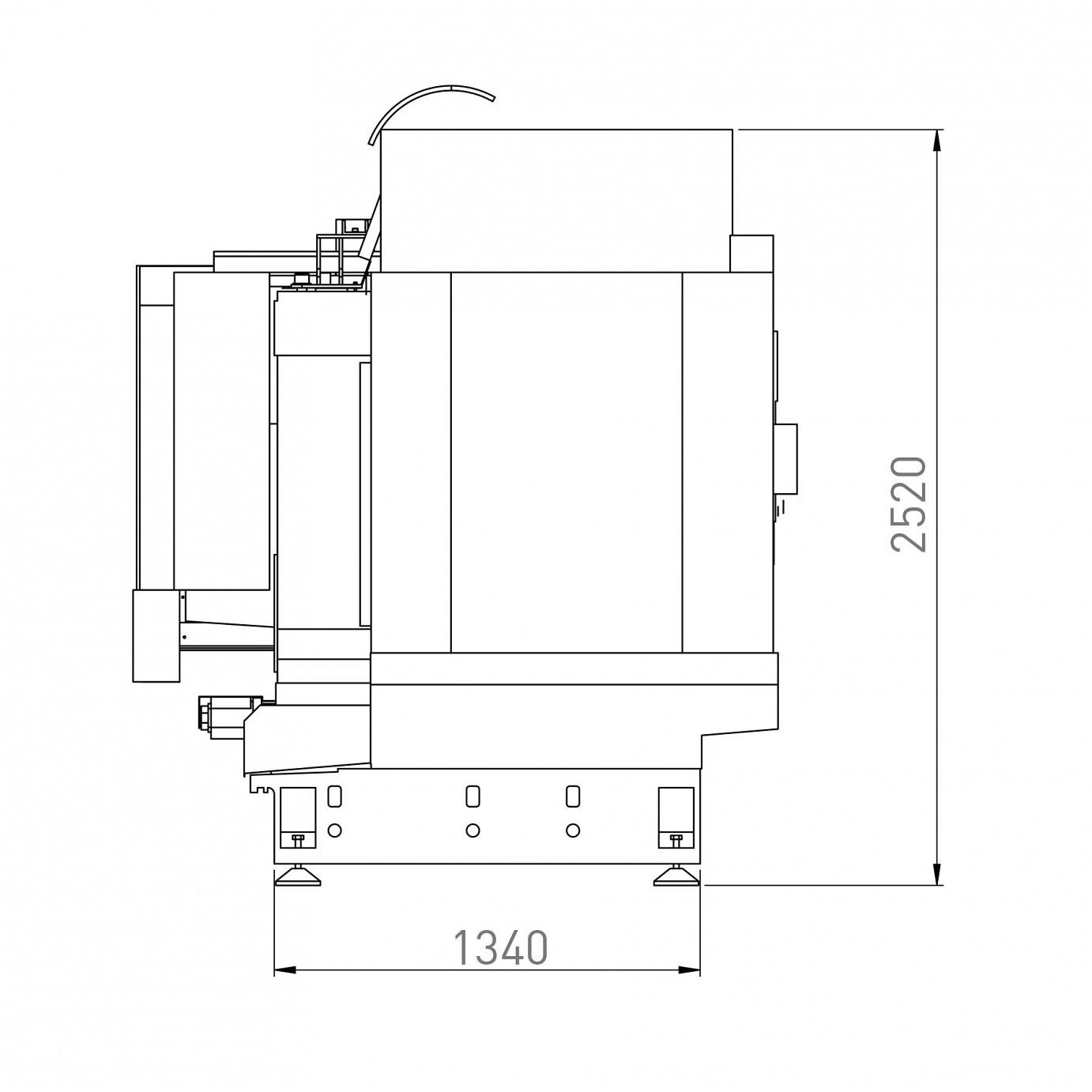
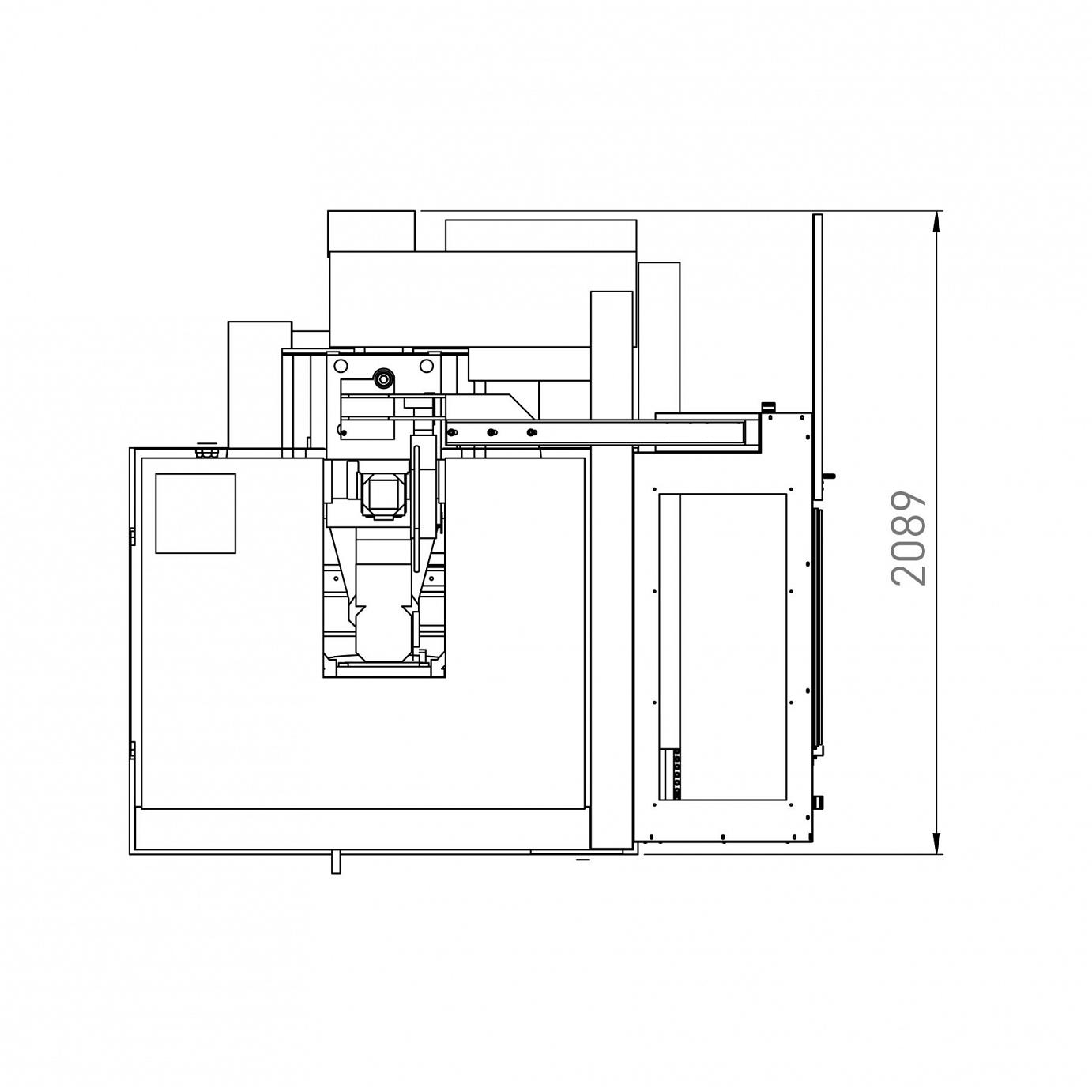
(Laser, Fließband, Paternoster, etc.) - Vollständige Automation auf nur 2 x 2 m
- Steuerung des Roboters über integrierte Maske. Keine Vorkenntnisse notwendig!
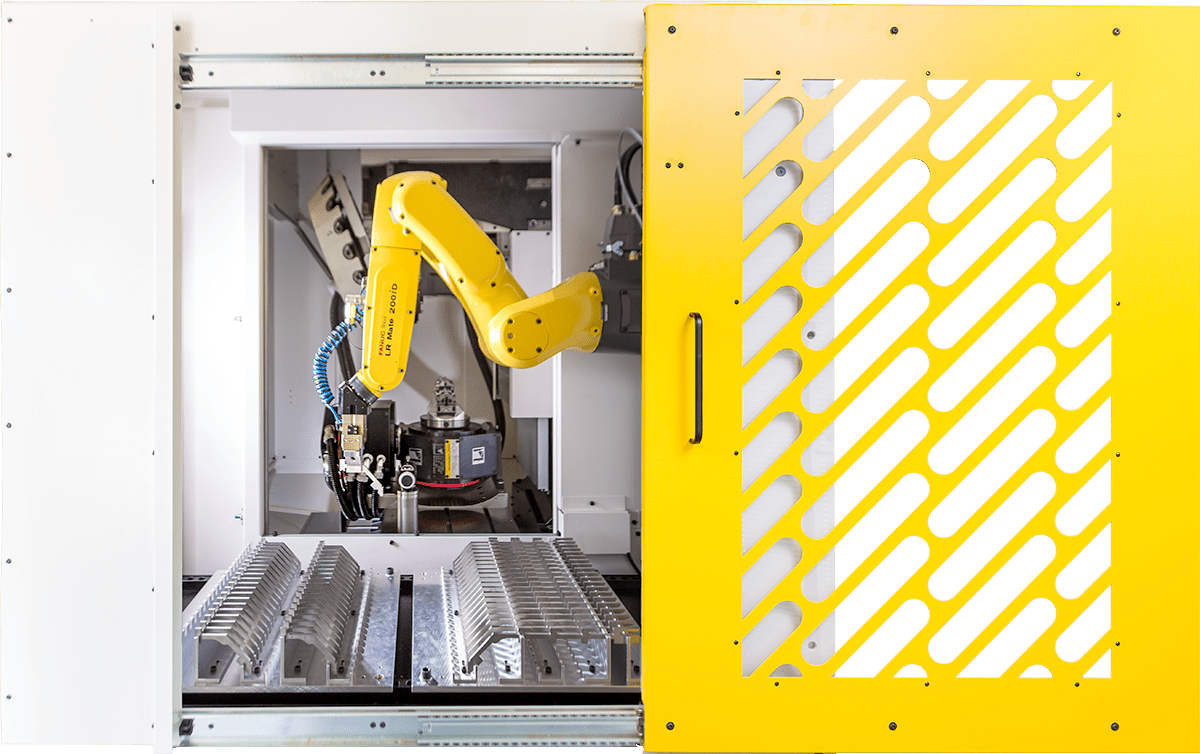
- Schneller FANUC LR mate 200iD neuester Generation mit 6 Achsen
- Autarkes System
- 5-Achs-Ausführung mit automatisiertem Spannsystem
- Wahlweise Einfach- oder Doppelgreifer
- Frei gestaltbare Trägerpaletten
- Verschiedene Teile im System möglich
- Voll integriertes System – Maschine und Roboter sind ein Element
Grundausstattung
Gewindebohrungen im Guss zur Befestigung der Roboterzelle
24.000 U/min
Roboter Interface 2
Option Plate
MAB additional I/O Unit
LR mate 200iD IP67K
Modifizierte Kunden-PMC
Schunk Greifer für Werkstücke
FANUC 31i-B5 Steuerung
Basismaschine
Dual Check Safety (DCS)
Elektronisches Handrad
10,4”-Farb-LCD-Bildschirm
Dynamische Graphikanzeige
Ethernetschnittstelle
Schnittstelle für USB, CF-Karte und RJ45
Alphabetisch-numerisches Bedienfeld
Variable Spindelorientierung M19
LED-Innenraumbeleuchtung
Selbst definierbare M-Befehle
16 potentialfreie digitale Ein-/Ausgänge
Multilinguale Sprachauswahl
Thermokompensation X-/Y-/Z-Achse
Hintergrundeditierung
Zusätzliche Werkstücknullpunkte, 48 Paare (G54.1)
Programmsimulation
Quick-Editor
Einrichtedatei
Wartungsbildschirm
Produktionszähler
Werkzeugkorrekturspeicher C
Gewindebohren ohne Ausgleichsfutter
Unterprogrammaufruf M98 und M198
AI-Kontur-Kontrolle
Schraubenlinieninterpolation
Bohr-Fest-Zyklen
Koordinatensystemdrehung
Kunden-PMC
Manual-Guide-i-Programmierung
Technische Details
| T28 | T21 | T14 | |
|---|---|---|---|
| Spindeldrehzahl | 24.000 U/min | 10.000 U/min | |
| Spindellast bei max. Spindeldrehzahl | 35 Nm, 26 kW (1 min) 5,5 kW Dauerbetrieb | 80 Nm, 14,2 kW (1 min) 4,0 kW Dauerbetrieb | |
| Anzahl Werkzeuge | 28 | 21 | 14 Schleifscheiben |
| Werkzeugwechselzeit (Span zu Span) | 1,5 Sek. (2 kg/Werkzeug) | 1,6 Sek. (2 kg/Werkzeug) | 3 Sek. (3 kg/Schleifscheibe) |
| Gewindeschneiden | 8.000 U/min | 6.000 U/min | |